Самодельные приспособления для ручного фрезера. Узнайте, как работать ручным фрезером
Фрезерные станки снабжают приспособлениями, которые подразделяют на универсальные, нормализованные и специальные. К универсальным приспособлениям относятся: делительные головки, вращающиеся, угловые и поворотные столы и машинные тиски.
Универсальные делительные головки применяют для периодического поворота заготовки на определенный заданный угол (методом непосредственного, простого или дифференциального деления); непрерывного вращения заготовки при фрезеровании винтовых поверхностей (канавок фрез, разверток, сверл и т. п.); установки заготовки в заданное угловое положение относительно плоскости стола станка.
На рис. 178 показана универсальная делительная головка, которая работает следующим образом: делительный диск 2 непосредственного деления установлен на шпинделе 3 головки и фиксируется защелкой 1. Сменный делительный диск 5 установлен на оси рукоятки 6, на которой расположены также раздвижные втулки 4, фиксирующие угол развилки при делении. Заготовку устанавливают на оправку, которую закрепляют между центрами делительной головки и задней бабки фрезерного станка. На шпинделе может быть установлен патрон, предназначенный для закрепления заготовки, не имеющей центровых отверстий.
Делительную головку снабжают тремя дисками 5, в каждом из которых имеется по шести расположенных по окружности рядов отверстий: в рядах первого диска - 15, 16, 17, 18, 19 и 20 отверстий ; второго - 21, 22, 27, 29, 31 и 33; третьего - 36, 39, 41, 43, 47 и 49. Отверстия в каждом ряду расположены на равном расстоянии одно от другого.
Для поворота заготовки на требуемый угол выводят штифт 7 из делительного диска; затем рукояткой поворачивают шпиндель на требуемый угол и после этого вводят штифт в соответствующее отверстие диска. В универсальных делительных головках с червячной передачей колесо обычно имеет 40 зубьев, а червяк является однозаходным; следовательно, передаточное отношение червячной пары і = 1/40 .
Если оси заготовки нужно придать наклонное положение относительно плоскости стола, поворотную часть универсальной головки устанавливают под требуемым углом и закрепляют болтами. При использовании универсальных делительных головок погрешность угла деления не превышает ±1′.
Оптические делительные головки применяют для особо точных работ в тех случаях, когда требуется поворот обрабатываемой заготовки на нужный угол с отклонением не более 0,25′. Такие головки снабжены лимбом, по которому производят отсчет показаний, наблюдая шкалу лимба в окуляр оптической системы, встроенной в делительную головку.
Вращающиеся универсальные столы являются принадлежностью универсально-фрезерных станков, но их используют и на вертикально-фрезерных станках, когда требуется придать заготовке, закрепленной на столе, вращательное движение в горизонтальной плоскости. Стол можно вращать вручную или от механического привода.
Угловые столы служат для того, чтобы устанавливать плоскость заготовки, подлежащей обработке, под заданным углом к плоскости стола станка.
Поворотные столы применяют для многопозиционной обработки. На столе закрепляют два одинаковых приспособления и во время обработки заготовки, закрепленной в одном из них, устанавливают новую заготовку в другое приспособление. По окончании фрезерования одной заготовки стол поворачивают вокруг вертикальной оси, подводя вновь установленную заготовку в зону обработки. Таким образом, вспомогательное время на установку и закрепление заготовок, а также на открепление и снятие обработанных заготовок перекрывается машинным временем.
Особенностью всех перечисленных приспособлений является высокая жесткость корпуса и зажимных элементов. Это требование обусловлено тем, что при фрезеровании контакт лезвий режущего инструмента с обрабатываемой заготовкой является прерывистым, вследствие чего опасность появления вибраций при фрезеровании больше, чем, например, при точении или сверлении.
Приспособления для фрезерных работ обычно размещают на столах станков и перемещают вместе с ними со скоростью подачи.
Размещение приспособлений зависит от площади стола станка; обычно на столах фрезерных станков можно наряду с одноместными применять многоместные приспособления с большим разнообразием приводов и зажимных устройств. В связи с тем, что при фрезеровании возникают большие силы резания, а также вибрации обрабатываемых заготовок, для обеспечения заданной точности и надежности применяют усиливающие зажимные устройства различного типа .
 Для фрезерных работ используют типовые и универсальные приспособления, к числу которых относятся (рис. 179). С помощью болтов 1 концы П-об-разной подвижной губки 10 соединены с планкой 2. Неподвижная губка 7 может быть установлена в необходимое положение винтом 5. При зажиме заготовки шток 8 пневматической камеры 11с помощью рычага 6, стержня 4 и вкладыша 3 перемещает подвижную губку 10. Обратный ход губки 10 совершается посредством пружины 9.
Для фрезерных работ используют типовые и универсальные приспособления, к числу которых относятся (рис. 179). С помощью болтов 1 концы П-об-разной подвижной губки 10 соединены с планкой 2. Неподвижная губка 7 может быть установлена в необходимое положение винтом 5. При зажиме заготовки шток 8 пневматической камеры 11с помощью рычага 6, стержня 4 и вкладыша 3 перемещает подвижную губку 10. Обратный ход губки 10 совершается посредством пружины 9.
Для фрезерования по контуру, если изготовлять специальные приспособления нецелесообразно, применяют пневматические поворотные машинные тиски (рис. 180). Поворотный корпус 8 приспособления, в нижней части которого размещена пневматическая камера, крепят на неподвижном основании 7. Опорный стальной диск 6 обеспечивает передачу давления от диафрагмы на шток 5, а затем посредством рычага 2 и толкателя 1 - подвижной губке 3. В первоначальное положение подвижная губка возвращается пружиной 4.

При обработке штампованных заготовок можно применять сменные накладки, соответствующие по форме обрабатываемым заготовкам, причем одну из накладок выполняют качающейся, чтобы обеспечить самоустанавливание по контуру заготовки.
К типовым приспособлениям относятся также пневматические приспособления без усиливающих устройств, где шток зажимает заготовку. Однако их применяют только при небольших силах резания, кроме того, необходимо предварительно подготовить места зажима.
 Наиболее распространенным типовым приспособлением для фрезерных работ является пневматическое зажимное устройство с клиновым усиливающим механизмом
. Преимуществом этого усиливающего механизма являются постоянство зажимной силы и высокая жесткость конструкции, что особенно существенно при фрезеровании заготовок с установкой по необработанным поверхностям. На рис. 181 показано двухпозиционное пневматическое приспособление с клиновым усиливающим механизмом.
На первой позиции этого приспособления заготовку устанавливают необработанной поверхностью на две жесткие опоры 1 и на две самоустанавливающиеся опоры 2. На второй позиции заготовка обработанной поверхностью устанавливается на жесткие опорные планки 4.
Плавающий двусторонний клин 7 соединен со штоком 8 пневмоцилиндра Т-образным пазом. Зажимная сила передается плунжером 6 посредством сухарей качающимся планкам 5, прижимающим заготовку к планкам 3.
Наиболее распространенным типовым приспособлением для фрезерных работ является пневматическое зажимное устройство с клиновым усиливающим механизмом
. Преимуществом этого усиливающего механизма являются постоянство зажимной силы и высокая жесткость конструкции, что особенно существенно при фрезеровании заготовок с установкой по необработанным поверхностям. На рис. 181 показано двухпозиционное пневматическое приспособление с клиновым усиливающим механизмом.
На первой позиции этого приспособления заготовку устанавливают необработанной поверхностью на две жесткие опоры 1 и на две самоустанавливающиеся опоры 2. На второй позиции заготовка обработанной поверхностью устанавливается на жесткие опорные планки 4.
Плавающий двусторонний клин 7 соединен со штоком 8 пневмоцилиндра Т-образным пазом. Зажимная сила передается плунжером 6 посредством сухарей качающимся планкам 5, прижимающим заготовку к планкам 3.

Для фрезерования торцов цилиндрических поковок применяют многоместные приспособления с пневматическим приводом. На рис. 182 показано четырехместное приспособление для фрезерования торцов заготовки карданного вала на горизонтально-фрезерном станке.
Обрабатываемые заготовки устанавливают на призмы 1 и 8 до упора торцами в болты, ввернутые в кронштейны, которые укреплены на корпусе приспособления. Заготовки зажимают с помощью двух пневмоцилиндров, каждый из которых зажимает две заготовки. Цилиндры прикреплены к торцам корпуса приспособления в наклонном положении, что сокращает габариты приспособления.
Штоки 18 цилиндров соединены с клиньями 17, которые проходят через пазы в плунжерах 14 и наклонными плоскостями упираются в ролики 16, установленные в пазах плунжеров на осях 13. Своей верхней плоскостью клинья опираются на ролики 10, сидящие на осях 12 и запрессованные в корпус приспособления . На плунжеры 14 надеты прижимные планки 2, которые пружинами 3 постоянно прижимаются к шайбам 6 и 7, надетым на шпильки 5.
Прижимные планки 2 удерживают и регулируют гайками 4. Заготовки зажимают и освобождают поворотом рукоятки крана 9. При зажиме клинья движутся внутрь приспособления и своими наклонными плоскостями передвигают вниз плунжеры 14, которые планками 2 зажимают в призмах обрабатываемые заготовки. При обратном движении клиньев пружины 15 перемещают плунжеры 14 вверх и освобождают заготовки от зажимов.
Угол клина, равный 10°, увеличивает силу действия цилиндров в 3,3 раза (с учетом потерь на трение в клиновом механизме). Благодаря опорным роликам 16 и 10 КПД клинового механизма возрастает на 30%. Подвижное соединение клиньев со штоком цилиндров не требует точного растачивания отверстий под оси роликов 10 и сложной подготовки роликов и клиньев для обеспечения их касания.
Ход плунжеров составляет 8…14 мм, что позволяет (не поворачивая планки 2) устанавливать и снимать обрабатываемые заготовки при крайнем верхнем положении планок; ролики 16 при этом упираются в плоскость клиньев. Для установки фрез к корпусу приспособления привернут шаблон 11.

На рис. 183 показана конструкция поворотного пневматического приспособления для фрезерования в заготовке пазов, расположенных под углом 90°. Пневматическое приспособление состоит из корпуса 4, посадочного пальца 1, зажимных рычагов 3, траверс 2, поворотного корпуса 13 с пневмоцилиндром 11, зубчатого колеса 12, пневмоцилиндра 6 и штока-рейки 7.
После установки обрабатываемой заготовки на посадочный палец 1 включают цилиндр 11. Сжатый воздух при поступлении в правую полость цилиндра перемещают поршень 10 влево. Посредством траверс 2 поршень 10 прижимает обрабатываемую заготовку рычагами 3 к торцу посадочного пальца 1.
После фрезерования первого паза и возвращения приспособления в исходное положение включается второй пневмоцнлиндр 6; сжатый воздух при поступлении в верхнюю полость цилиндра 6 перемещает поршень 5 и шток-рейку 7 вниз. При этом зубчатое колесо 12, жестко посаженное в поворотном корпусе 13, поворачивает корпус на 90° до упора штифта 9 в регулируемый штифт 8.
После фрезерования второго паза цилиндр 11 отключается, обработанная заготовка освобождается от зажима и ее снимают с приспособления.

На рис. 184 приведена конструкция пневматического двухместного приспособления, которое не только крепит, но и перемешает обрабатываемую заготовку до соприкосновения с опорами. Обрабатываемые заготовки устанавливают на четыре опорные планки 10 и прижимают к планкам 12 и штырям 11. Зажимная сила развивается подвижным пневмоцилиндром 1, расположенным в корпусе приспособления. На корпусе приспособления находится хомут 3, который связан шарниром с тягами 4, поворачивающими прихваты 5 вокруг неподвижных осей 6 при перемещении цилиндра. На шток поршня 2 цилиндра посажен Т-образный прихват 9, в стержне которого имеется винтовой паз 8.
При включении распределительного крана 7 сжатый воздух поступает в полость А пневматического цилиндра и перемещает цилиндр и поршень со штоком в противоположные стороны, обеспечивая возможность установки обрабатываемых заготовок в приспособлении. При движении цилиндра хомут 3 и тяга 4 отводят в стороны прихваты 5. Перемещение штока с поршнем вызывает отвод с одновременным поворотом на 90° Т-образного прихвата 9.
После установки обрабатываемых заготовок сжатый воздух направляется распределительным краном в рабочую полость Б пневмоцилиндра, а из полости А - в атмосферу. В этом случае цилиндр и шток с поршнем перемещаются в обратном направлении, причем прихват 9, поворачиваясь на 90°, занимает горизонтальное положение и досылает обрабатываемую заготовку до упора со штырями 11, а боковые прихваты 5 зажимают заготовки.
При обработке заготовок массового применения используют пневматические приспособления с автоматизированным управлением. На рис. 185 показана конструкция пневматического приспособления для фрезерования шестигранника с автоматическим креплением и поворотом обрабатываемой заготовки. Приспособление устанавливают на специальном столе, верхняя часть которого может перемещаться с помощью зубчатого колеса и рейки от рукоятки 14. В средней части шпинделя находится делительный механизм с приводом от пневмоцилиндра 11. Заготовку зажимают в цанге 1, управляемой от пневмоцилиндра 3, установленного на вращающемся шпинделе 2 приспособления. На подвижной плите 13 стола смонтированы золотник 5 для управления цилиндром 3 и золотник 6 для управления цилиндром 11, на неподвижной части стола - кронштейн 10, к которому прикреплен копир 9, и упор 4. При повороте рукоятки 14 по часовой стрелке конец плунжера золотника 5 упирается в упор 4 и направляет сжатый воздух в правую полость пневмоцилиндра 3 - цанга разжимается для установки заготовки. При повороте рукоятки 14 против часовой стрелки плунжер золотника 5, отходя от упора 4 под действием пружины, направляет сжатый воздух в левую полость цилиндра 3, при этом цанга зажимает обрабатываемую заготовку.
Приспособление в этом случае перемещается влево к фрезам. Когда приспособление достигнет упора 12, осуществляется рабочая подача. После фрезерования левой пары граней приспособление отводят вправо, при этом копир 9 отжимает плунжер 8, переключая рычагом 7 плунжер золотника 6, который направляет сжатый воздух в левую полость цилиндра, поворачивая шпиндель приспособления в следующее положение. При подаче приспособления влево, к фрезам, плунжер 8 отводится от копира 9, а плунжер золотника 6 возвращается в исходное положение под действием пружины; при этом сжаты и воздух направляется в правую полость цилиндра 11 и, передвигая поршень, вводит в действие делительный механизм поворота шпинделя. При дальнейшем движении рукоятки 14 осуществляется фрезерование последней пары граней и приспособление отводится вправо, пока плунжер золотника 5 не дойдет до упора 4, разжимая при этом цангу 1.
Установка новых и переточенных фрез производится с помощью направляющих элементов приспособления, называемых габаритом . Между габаритами и фрезой вводится щуп заранее заданного размера.
Направляющая для фрезера
Приспособления, о которых пойдет речь, не просто делают удобной работу с ручным фрезером , а превращают ее в универсальный станок, о котором могут лишь мечтать, как профессионалы, так и любители. Многие приспособления могут работать в составе и другого вашего инструмента, например, дисковой пилы или электролобзика.
Более искушенным специалистам, которые уже хорошо знакомы с возможностями ручных фрезеров, пожалуй, будет интереснее взглянуть на пример практического применения ручного фрезера в отдельной статье посвященной .
Направляющие шины для ручного фрезера
Направляющие шины не только облегчают управление фрезером, но и обеспечивают прецизионную обработки. Они представляют собой достаточно уникальные системы. Как видно из большой фотографии этой статьи, они могут использоваться в комбинации с различным ручным электроинструментом, легко наращиваются по длине, дополняются другими приспособлениями и могут носить даже специализированный характер, например как направляющая шина для фрезерования отверстий при изготовлении мебели.

Направляющая шина дает высокую точность при обработке мебельных плит. Она легко и прямо ведет фрезерную машину своим параллельным упором.
Направляющие шины и ряд других приспособлений не только повышают качество обработки, но и делают ее простой и удобной. Точность размеров и их воспроизводимость на любом количестве обрабатываемых деталей просто поражает даже опытных мастеров. Независимо от своего назначения любая из них снизу имеет эластичный пластиковый протектор, исключающий скольжение по обрабатываемой поверхности и ее повреждение.

Фрезерование ведут под любым углом к краю заготовки. Направляющая шина делает эту операцию простой. Закрепленная струбциной, она никогда не соскользнет даже с кромки детали.
Кроме того, направляющие могут легко устанавливаться непосредственно на стол-верстак с угловым упором. В этом случае используют направляющие небольшой длины. Многие направляющие комплектуются весьма практичной оснасткой. Так, ограничительная лапка, установленная на шину, фиксирует границы хода ручного фрезера. Установив ее в заданном положении, вы без труда будете воспроизводить идентичные по размеру пазы на различных деталях.

Ограничительная лапка направляющей шины позволяет фиксировать границы пазов и воспроизводить их автоматически на идентичных заготовках.
Безусловно, каждый мастер самостоятельно определяет приоритет того или иного приспособления для собственной машины, но начинают обычно с направляющей шины и пылеудаления. Направляющая шина, как вы увидите дальше, служит и базовой конструкцией для установки на электрический фрезер по дереву многих других приспособлений.

Защитный протектор направляющей шины исключает ее скольжение по обрабатываемому материалу и не царапает его поверхность.
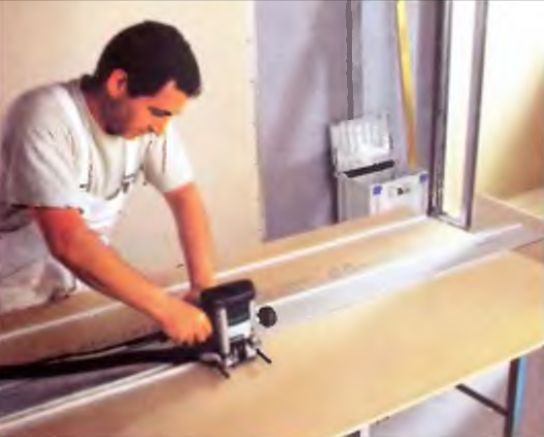
Для разделки листов гипсокартона в размер применяют длинные направляющие.
Направляющие легко нарастить до нужной длины. Фреза, разрезая листы, одновременно подготавливает и их кромки. Такой раскрой исключает трудоемкий процесс заделки стыков: они получаются ровными и аккуратными.
|
Направляющую шину легко монтируют на современный стол-верстак и получают новые возможности для обработки. Результат - профили любой сложности с высокой точностью. |
Рабочий стол для фрезерования оснащен угловым упором. Установленная на нем направляющая шина регулируется по высоте. Подставка для стола легко складывается. |
Регулировочные винты позволяют выставить упор машины без зазора относительно шины. Результат - чистое прецизионное фрезерование и без сколов поверхности. |



Высокий уровень воспроизводимости сложных пазов обеспечивает направляющая шина. Изготовление этого классического столярного соединения, требующего мастерства, превращается в забаву.
Специализированные направляющие для ручного фрезера
Мебельное соединение на шипах не утрачивает своей значимости у мебельщиков и столяров. Непростительно, если на изготовление одного соединения уходит много времени, а точность не обеспечивается. Предлагаемая вашему вниманию шипорезная приставка представляет собой целую шаблонную систему.

Шаблонная система длиной 500 мм обеспечивает три вида соединений деревянных деталей: пальцевое, «ласточкин хвост» и шкантовое.
Для каждого вида рекомендованы свои фрезы. Шаблонная система комплектуется тремя направляющими шаблонами: 1 - «ласточкин хвост» (концевые шипорезные фрезы), 2 - пальцевое соединение (пазовые фрезы), 3 - шкантовое соединение (сверла под шканты). Так выглядит полный шипорезный комплект.
На фотографиях приставки показан комплект самих шаблонов и результаты их применения. Во многих странах мебельные плиты выпускают с уже готовыми рядами отверстий “32”, что позволяет любому легко и быстро изготавливать (точнее - собирать) целые мебельные стенки и даже на основе исключительно собственных идей.

Направляющая для пошагового фрезерования мебельных отверстий
по системе «32». Она упрощает сборку мебели.
Пока наши производители мебельных плит еще не освоили эту рациональную систему, предлагаем воспользоваться приставкой FS-LR 32 для фрезерных машин и самостоятельно выполнять такую доработку плит. Как правило, ее поставляют уже в полной комплектации.

Обычно сложное и трудоемкое изготовление соединений ящиков, превращается в простую операцию благодаря шаблонной системе. Три шаблона – три вида соединений и быстрота в их изготовлении.
Направляющая для раскроя гипсокартона фрезерной машиной необходима профессионалам, занимающимся возведением перегородок. Она собирается из отдельных элементов и может наращиваться до необходимой длины. Для гипсокартона потребуется и соответствующая фреза.
Шаблон и копировальное кольцо позволяют делать врезку пазов впотай. Фрезерование отверстий - для мебельных ручек становится удобным. Наиболее хорошие результаты эти приспособления показывают при работе фрезерной машиной с электронной регулировкой скорости.
Приспособления для пошагового сверления отверстий. На него монтируют специализированную направляющую: 1 - плата для установки фрезерной машины на направляющую; 2 - боковой упор с верхним ограничителем; 3 - верхний ограничитель.
Опорно-копировальные кольца с помощью предлагаемой оснастки легко меняются и регулируются по высоте. Вся регулировка производится отверткой.

Используя циркуль, вы легко фрезеруете по радиусу. Он позволяет работать радиусом 50 - 1300 мм. Такое приспособление можно сделать и самим. Не забудьте о метрической шкале.
Приспособления для копирования и тиражирования идентичных деталей
Угловой рычаг и набор копировальных щупов необходимы для изготовления серии идентичных деталей. На угловом рычаге есть шкала (цена деления - 1/10 мм). Благодаря этому можно центровать упорное кольцо под фрезой. При копировании форма детали точно воспроизводится фрезой на новой заготовке. Угловой рычаг может быть укомплектован опорной платой и защитой от стружки. Такое сочетание обеспечит идеальную обработку кромок.
А вот копирование с шаблоном и копировальным кольцом позволяет профессионально осуществлять врезку пазов впотай в мебели или фрезеровать отверстия под ручки в выдвижных ящиках.
Весьма простым и крайне необходимым приспособлением для фрезерной машины является циркуль. Наиболее подходящий материал для него - прозрачное оргстекло. На его поверхности нанесена точная метрическая шкала. Некоторые модели обеспечивают окружность до 1,5 м. С таким приспособлением любая круглая столешница - не проблема. Кстати, его несложно изготовить самостоятельно.
Копирование по заготовке обеспечивает угловой рычаг с точной шкалой регулировки и набор копировальных щупов. У вас появляется возможность центровать упорное кольцо точно под фрезой. Угловой рычаг, дополненный опорной платой, также обеспечивает технологичное фрезерование кромок. Полная комплектация углового рычага: набор копировальных щупов, опорная плита, защита от стружки.
Пылеудаляющие установки для фрезера
Для организации пылеудаления профессионалы приобретают отсасывающую установку (технический пылесос), которую гибким шлангом через адаптер подключают прямо к фрезеру. Шланг не мешает управлять машиной, да и само место обработки детали и ее разметка всегда будут открыты для визуального контроля.

Удаление пыли — первостепенная задача по оснащению любой фрезерной машины. И для этого совсем не обязательно покупать дорогостоящую установку по отсосу пыли. Эффективный отсос пыли можно создать и с помощью обычного пылесоса.
Без пылеудаления фрезерной машиной работать просто невозможно. Любителям решаться на такую покупку обременительно по деньгам, да и не всегда оправдано из-за редко выполняемых работ. Но есть решение и для них, как устранить пыль с помощью мощного бытового пылесоса. Между пылесосом и инструментом подключают герметично закрывающийся бак, который и уловит основную массу пыли. Его оснащают дополнительным шлангом, а внутри разделяют мелкой тканевой сеткой, которая задерживает пыль в баке. Такие баки можно купить готовыми или изготовить самостоятельно. Обращаем внимание на принципиальное расположение в нем шлангов, разделенных сеткой. Любителю такой вариант позволит локализовать основную массу пыли от фрезерования. Самодельный пылеуловитель позволяет эффективно собирать бытовому пылесосу не только древесную пыль, но и крупный строительный мусор.
Кстати, в одной из предыдущих статей уже рассказывалось о как наиболее распространенного электроинструмента. В это трудно поверить, но дрель можно приспособить для перекачки жидкостей и даже замешивания цементных растворов.
И в завершении, как всегда, несколько видео о работе с ручным фрезером по дереву, наглядно демонстрирующие возможности фрезера, о которых было рассказано в этой статье.
Изделия, созданные из дерева, отличаются своей уникальностью и экологичностью, именно поэтому их так ценят. Но изготовить своими руками деревянный шедевр без ручного фрезера не получится. Кроме этого, к нему понадобятся приспособления, с помощью которых поделка приобретает заданную форму.
Их можно сделать даже своими руками, причем особых сил и навыков не потребуется. Перед работой с фрезером, необходимо первым делом ознакомиться с каждым из этих устройств, а также узнать принцип их работы . В статье рассмотрим самые нужные конструкции для фрезера.
Приспособление - параллельный упор
Данное устройство, как правило, уже продается вместе с фрезером. Следовательно, отсутствует необходимость в его самостоятельной разработке и создании. Для надежного упора обрабатываемого материала используют именно этот элемент. С ним движение фрезы становится прямолинейным относительно базовой поверхности, в качестве которой может выступать направляющая стола, рейки или прямая кромки детали .
Такое приспособление дает возможность быстро осуществить фрезерование разнообразных пазов и обработку кромок, крепко удерживая материал.
Направляющая шина
Если понадобится выполнить прямой рез фрезером, тогда без этого устройства не обойтись. Для его изготовления потребуется любая ровная доска, например, можно использовать кусок ЛДСП .
Сначала нужно узнать расстояние от края фрезерной базы до центра вращения, причем оно всегда одинаково. Для этого надо прикрутить к ненужной части материала направляющую и произвести пробный рез. Потом следует измерить промежуток от края реза до шины, к которому прибавляется радиус фрезы. В результате удастся получить требуемую величину. К примеру, она составляет 59 мм, а диаметр пазовой фрезы - 14 мм, то есть, радиус ее равен 7 мм .
Затем следует прочертить линию под рез, от которой отступаем расстояние 52 мм (59-7), и проводим еще одну. По ней фиксируем направляющую и осуществляем рез.
Фрезерование окружностей
Для подобных целей используют циркули. С их помощью фрезер может двигаться по окружности. Самым простым из них является приспособление, состоящее из штанги, один конец которой оснащен винтом со штифтом, а другой - скреплен с основанием инструмента. Конечно, лучше все же пользоваться циркулем, оборудованным двумя штангами.
Вообще, для фрезера есть много приспособлений фирменных и даже самодельных для вырезания окружностей, которые отличаются друг от друга удобством пользования и габаритами. Довольно часто циркули обладают механизмом, изменяющим радиус окружности . Как правило, он представляет собой винт со штифтом на конце, передвигающегося по пазу фрезера.
Когда необходимо выполнить фрезерование маленькой окружности, штифт должен располагаться под основанием инструмента. В этих случаях еще применяют другие приспособления, фиксируемые книзу базы прибора.
Но для вырезания окружностей необязательно покупать фрезерный циркуль. Вместо него, можно использовать параллельный упор. Для этого приспособление крепится в паз на подошве. В него вкручивается шуруп, который рекомендуется оснастить втулкой, чтобы его диаметр соответствовал размеру отверстия. Вот и все циркуль сделан. Радиус можно регулировать упором.
Приспособления для тиражирования и копирования
 Для создания серии идентичных изделий используют:
Для создания серии идентичных изделий используют:
- Угловой рычаг;
- Копировальные щупы.
На угловом рычаге имеется шкала, цена деления которой - 1/10 мм . Она позволяет центровать под фрезой упорное кольцо, что помогает точно воспроизвести форму детали на заготовке во время копирования. Его часто укомплектовывают защитой от стружки и опорной платой для наилучшей обработки кромок.
Использование копировальных шаблонов и колец
Копировальные кольца - круглая пластина с выступающим бортиком, скользящим по базовой поверхности вдоль шаблона. Такое приспособление обеспечивает точный путь движения фрезы. В основном этот элемент устанавливают к подошве верстака. При этом существует несколько методов его крепления:
- Монтаж специальных усиков в отверстия на подошве;
- Вкручивание кольца в углубление с резьбой.
Применение шаблона тоже позволяет добиться более эффективного и точного выполнения работ. Его прикрепляют прямо на заготовку двусторонним скотчем, а потом обе части приспособления прижимают к станку струбцинами. Причем опытные фрезеровщики советуют проверять, насколько крепко прижато кольцо к краю шаблона.
Вдобавок с таким приспособлением можно обрабатывать не всю кромку, а только лишь углы. Следовательно, процедура обработки материала по шаблону - прекрасный вариант вырезания пазов для изделия.
Пылеудаляющие приспособления
 Профессиональные мастера, чтобы обеспечить пылеудаление, специально покупают технический пылесос, подсоединяющийся через адаптер шлангом к фрезеру. Причем управлять инструментом он не мешает, да и разметка и место обработки изделия всегда открыты для визуального осмотра.
Профессиональные мастера, чтобы обеспечить пылеудаление, специально покупают технический пылесос, подсоединяющийся через адаптер шлангом к фрезеру. Причем управлять инструментом он не мешает, да и разметка и место обработки изделия всегда открыты для визуального осмотра.
Без отсасывающей установки работать очень тяжело. Но не все решаются на подобную покупку, так как она слишком обременительна по деньгам, к тому же не всегда оправдана. Правда, есть и другое решение, можно избавиться от пыли бытовым пылесосом.
Между фрезерной машиной и пылесосом устанавливают герметично закрывающийся бак . Он и будет улавливать основную массу пыли. Оборудуют его дополнительным шлангом, а внутрь вставляют тканевую сетку. Причем эти конструкции можно приобрести готовыми или сделать своими руками. Кстати, самодельный прибор поможет собирать бытовому пылесосу даже крупный строительный мусор и древесную пыль.
Устройство для фрезерования пазов
Такое приспособление применяется для обработки продольных канавок на столбах, балясинах и других телах вращения. Принцип его работы следующий. В корпус устанавливается балясина и фиксируется. С помощью стопорного винта и диска заготовку крепят в строго определенном положении.
После чего в движении приводится каретка, и выполняется фрезерование паза по длине изделия . Потом осуществляется расстопорение детали, ее поворот на необходимый угол, стопорение и создание следующего паза.
Инструкция резьбы по дереву фрезером
Начинающим мастерам работа ручным инструментом может показаться сложной, поскольку процесс управления им представляется трудно. Вот почему, прежде чем приступить к фрезерованию, нужно ознакомиться с принципом его работы.
Сборка фрезера
Первым делом надо проверить место крепления фрезы в станке, как правило, для этого применяется цанговый патрон. Для начала следует выбрать нужную фрезу, соответствующую по размеру патрону. Если потребуется, то можно его заменить.
Но когда необходима глубокая обработка, используется вариант с удлиненным хвостовиком, который вставляется в отверстие патрона и закрепляется ключом . Делать это надо аккуратно не прикладывая силы, иначе пережмете, что не является нормой для правильной работы фрезера. Хотя стоит постараться дотянуть до хорошего упора, чтобы не шаталась фреза. Останется только зажать фиксатор шпинделя и можно переходить к работе.
После этого включается фрезер, надо привыкнуть к звуку и почувствовать старт. Нередко именно из-за неожиданности многие начинают делать брак.
Выбор глубины
 Помимо всего, понадобится установить ограничитель глубины фрезерования. Сначала станок прикладывается к изделию с краю, при этом фреза не должна соприкасаться с материалом. На нее придется надавить, пока она не достигнет необходимой глубины, после чего положение фиксируется
.
Помимо всего, понадобится установить ограничитель глубины фрезерования. Сначала станок прикладывается к изделию с краю, при этом фреза не должна соприкасаться с материалом. На нее придется надавить, пока она не достигнет необходимой глубины, после чего положение фиксируется
.
Для более точной величины используют поэтапный ограничитель. Узнать его шаг можно в руководстве к фрезеру. В данном случае регулятор поворачивается на нужное количество степеней.
В первую очередь определяется требуемая скорость. Делается это по таблице в инструкции, исходя от диаметра фрезы и обрабатываемого материала.
Если с фрезером никогда ранее не работали, тогда лучше опробовать свои силы на черновом варианте. Вдобавок это поможет установить нужные параметры прямо в режиме обработки .
Еще желательно сравнить результаты после хода инструмента по часовой стрелке и против, на себя и от себя. При фрезеровании изделия вокруг правильным направлением является против часовой стрелки, а на плоской его стороне, наоборот, от себя. Затем уже можно приступать к резьбе основной заготовки.
Сейчас очень трудно представить себе любое слесарное мероприятие без использования фрезера. А ведь не так давно люди делали пазы, мастерили объемные фигуры при помощи рубанка, стамески и ножовки. В современное время все большую популярность приобретают различные фрезерные устройства, в том числе сделанные самостоятельно. Шаблоны для фрезера своими руками позволяют облегчать управление механизмом, помогают проводить обработку поверхностей максимально точно и аккуратно.
Такое приспособление необходимо там, где нужно проделать отверстие, разгладить кромку изделия, вырезать объемную фигуру. Фрезерование применяется при вырезании орнаментов, узоров, подготовке ниш для установки уголков, замковых механизмов, петель. Этот инструмент позволяет убрать фаску, закруглить кромку любой детали. По своим характеристикам фрезер напоминает действия рубанка.
Это обрабатывающее приспособление работает с древесиной, пластиком и алюминием. Однако каждый из случаев предполагает установку заданных скоростных режимов и соответствующего оснащения. Несмотря на активное применение фрезера, такие атрибуты строительного значения, как стамеска, ножовка, резак все же используются в работе. Применение шаблонов для этих установок часто связывается с изготовлением мебели.
Изготовление самодельного мебельного шаблона

Любой работник мебельной организации прекрасно знает, как нелегко сделать угловую кухню. Установка столешницы требует точных соединений, закругления передней кромки и уплощения других частей. Известно, что плоская грань, приставленная в виде закругленного начала, приобретет несимпатичный облик с заметным грубоватым швом. Чтобы обрезка была проведена правильно и аккуратно, применяют фрезерное устройство и специально изготовленный шаблон для мебели. Создать самостоятельно такие образцы не так уж и сложно.
Главными приспособлениями, без которых монтаж будет невозможен, будут:
- лист ДВП;
- ручной фрезерный механизм;
- чертежи.
Вернуться к оглавлению
Поэтапное изготовление шаблона для мебели

Детали мебели, выпиленные по шаблону, имеют одинаковую форму и размер.
- Такой шаблон, изготовленный своими руками, будет осуществлять свои функции ничуть не хуже приобретенного в магазине. Чтобы его создать, нужно приготовить чертеж и обложку к обрабатывающему станку. Затем делается пробная самоделка из листа ДВП, ее толщина приравнивается 8 мм.
- Далее проводится замер диаметра фрезы и самого станка. Затем рисуются 2 пересекающиеся линии, угол которых равен 135°. Чтобы сгладить эти показатели, берется дуга. Для вычисления ее радиуса следует выяснить аналогичные показания у фрезы и колец. Из величины первого устройства следует вычесть получившуюся разницу радиусов колец и фрез.
- Получается внутренняя дуга. По ее основанию проводится фрезерование ровного торца постформинга. По мере движений кольца по заданному радиусу фреза описывает такую дугу, диаметр которой равен собственному.
- От проведенного отрезка откладываются 2 линии, параллельные друг другу. Дистанция между этими точками приравнивается диаметру кольца используемого фрезера. К этим показаниям прибавляется 5 мм. Линия берет начало от середины предшествующей дуги.
- Точка соединения отрезков сглаживается при помощи дуги. Ее радиус соответствует аналогичным показаниям упорного кольца устройства. Во время движения фреза уже не сможет осуществить дугообразных движений.
- Нужно нарисовать 2 равноценные прямоугольника, имитирующие контуры столешницы. На них накладывается угол, после чего проводится его удлинение на определенное расстояние.
- Выставленные на шаблон пометки заметно упростят работу. Дуги верхнего и нижнего рядов совмещаться не будут. Поэтому проводить выверку для каждой детали нужно немного смещая эти границы.

Вернуться к оглавлению
Шаблоны для ручного фрезера
- Первым делом следует сделать шаблон из оргалита твердых пород, толщина которого приравнивается 6 мм. Высота трафарета из МДФ соответствует 12 мм. Эти материалы очень удобны в обработке и ничуть не уступают древесине. Однако их углы легко прогибаются от случайных ударов или падений. Чтобы шаблоны служили долгий срок, необходимо взять березу высокого качества. Несмотря на ее высокую стоимость, в отличие от МДФ, она обладает большей прочностью и постоянством характеристик.

На поверхности шаблона прочерчиваются границы деталей с соблюдением натуральных пропорций. Затем сверлятся стартовые пазы, ненужный материал режется лобзиком, соблюдая около контурной линии отступ в 1 мм. Края кромки тщательно шлифуются, бумажный трафарет убирается.
- При помощи шаблона создается заданное количество деталей. Затем этот элемент кладется на изделие и обводится карандашом. Ненужный материал выпиливается, отходя от контура на 1,5 мм. Аналогичные действия осуществляются с другими заготовками.
- С помощью двустороннего скотча на основе ткани шаблон фиксируется на одно из изделий. Чтобы работа прошла максимально быстро, следует в цангу станка вставить фрезу, имеющую на хвостовике подшипник. Эта деталь скатывается по краю трафарета.
- Затем нужно выбрать тип фрезы. Все разновидности с подшипниками используются для фрезеровки согласно шаблонам, прибор держится в руке и устанавливается на поверхность. С помощью копирующей фрезы осуществляется контроль работы станка в тот момент, когда деталь передвигается по столу, шаблон располагается сверху.
- Пространство между острием и хвостовиком необязательно обрабатывать фрезой с подшипником в один проход. Сделать это можно за 2-3 раза, применяя более дешевый вариант фрезы. Фрезерование проводится при выравнивании подшипника со средней частью толщины трафарета.
- Близко к фрезе ставится упорное стержневое устройство. Станок включается, деталь прижимается к этой детали и постепенно двигается к крутящейся фрезе до тех пор, пока подшипник не соприкоснется с шаблоном. Фрезерование внешних контуров проводится против движения часовой стрелки, внутренние очертания — в противоположную сторону. В момент соприкосновения подшипника фрезы с шаблоном, деталь убирается от стержневого упорного устройства.
Копирующее устройство у хвостовика функционирует аналогично, однако, требуется повернуть деталь, чтобы трафарет смотрел на поверхность стола. Фрезерование проводится аналогично стола. В процессе проведения манипуляций важно следить за целостностью основания верстака.
Вернуться к оглавлению
Клиновидные шаблоны для ручного фрезера

Сделать шаблон в виде шипов или клиньев можно собственными силами. Это соединение отличается элегантностью и чаще всего применяется при производстве мебели. А там, как известно, требуется высокое качество сборки. Применяя в работе такие примитивные приспособления, как пила и стамеска, здесь не обойтись без определенного опыта в строительной сфере, чего не скажешь о ручном фрезере. Он позволяет проводить заданную работу даже новичкам.
Как получить соединение шаблонов для фрезера, чтобы он четко обозначил клинья на всех заготовках? Для этого можно использовать ручной станок с достойными характеристиками. Кольцо обязательно должно подходить по размеру к станку, в противном случае его следует приобрести.
Клиновидное устройство частично скрытого типа можно увидеть с одной из сторон. Соединение сквозного характера прослеживается с обеих точек. Для совмещения двух деталей светлый элемент устанавливается строго вертикально. Периодически межзубное пространство шаблона очищается от опилок. По завершении работы имеющиеся шероховатости необходимо обработать наждачной шкуркой.
Изготовление деревянных изделий в домашних условиях - это хороший бизнес, но для начала необходимо купить специализированные материалы и технику. Фрезерный станок - это электроинструмент, без которого обработать дерево трудно, особенно если в наличии нет комплекса фрез, позволяющих создавать разнообразную и многофункциональную продукцию. Важно подобрать правильную модель, которая будет укомплектована всеми приспособлениями.
В самостоятельной сборке фреза нет ничего сложного, если следовать пошаговой инструкции. Кроме того, даже у начинающего мастера получится снабдить механизм всеми необходимыми функциями и вспомогательными системами. Например, удерживающей системой, без которой невозможно будет работать. Перемещение вращающейся фрезы хаотично во время процесса обработки деревянных деталей, что и приводит к возникновению сильной вибрации, которую не сможет компенсировать мастер даже с отличной физической подготовкой. За крепкую установку аппарата отвечают фиксирующие и направляющие устройства, устанавливаемые дополнительно.
 При покупке этого оборудования все направляющие и фиксирующие элементы входят в его комплекс, но они выполняют лишь простые рабочие движения, которых недостаточно для качественной и красивой обработки деревянных изделий. Для сложных процессов работы требуется покупка дополнительных удерживающих шаблонов, которые стоят огромных денег, но легко сделать такие приспособления фрезера по дереву своими руками.
При покупке этого оборудования все направляющие и фиксирующие элементы входят в его комплекс, но они выполняют лишь простые рабочие движения, которых недостаточно для качественной и красивой обработки деревянных изделий. Для сложных процессов работы требуется покупка дополнительных удерживающих шаблонов, которые стоят огромных денег, но легко сделать такие приспособления фрезера по дереву своими руками.
Многие специалисты предпочитают при сборке удерживающей системы использовать чертежи, но это неправильно. Лучше изначально разобраться в конструкции станка и провести самостоятельные расчёты, которые будут удовлетворять всем необходимым требованиям. При этом эффективность и надёжность таких конструкций будет лучше, и это не говоря уже о знании конструкции, которую мастер в любое время сможет самостоятельно починить.
Существует большое разнообразие приспособлений, увеличивающих функциональность фрезерного станка. Из них выделяют:
- параллельный упор;
- направляющую шину;
- циркуль;
- копировальную втулку;
- шаблоны;
- насадки.
Конструкция параллельного упора для фрезерного стола самая простая из всех типов удерживающих систем. Сделать её своими руками не составит труда, если предварительно разобраться в принципе её работы.
 Для начала подбирают предмет, который будет служить упором. Это может быть продолговатое изделие, которое легко соединится с фиксируемой штангой. Дальше выбирают направляющую плоскость, вдоль которой постоянно движется фрезер. В некоторых случаях вместо направляющего элемента выбирают ровную боковую сторону обрабатываемой детали. Эта деталь должна быть гладкой и ровной для свободного скольжения вдоль неё.
Для начала подбирают предмет, который будет служить упором. Это может быть продолговатое изделие, которое легко соединится с фиксируемой штангой. Дальше выбирают направляющую плоскость, вдоль которой постоянно движется фрезер. В некоторых случаях вместо направляющего элемента выбирают ровную боковую сторону обрабатываемой детали. Эта деталь должна быть гладкой и ровной для свободного скольжения вдоль неё.
Для нормального движения фрезы с помощью направляющей заготовки, в ней предварительно проделывается контрольный паз и замеряется расстояние от края до нулевой отметки. Упор в итоге легко передвигать по штанге, выставляя любое приемлемое расстояние, но важно помнить, что при работе с двумя штангами их нужно фиксировать одновременно.
Параллельный упор - это уникальное приспособление, которое отлично подходит для обработки кромок, выбора четверти или фрезерования пазов. С его помощью производят нарезку заготовок по заложенной в настройки ширине или обрабатывают детали округлой формы. Для обработки изделий с закруглённой поверхностью устанавливается между упором и торцом заготовки специальная прокладка с тупым углом. Такое устройство полезнее электролобзика, который в процессе работы создаёт много дефектов и брака. Например, срез при распиливании по ширине электролобзиком деревянных заготовок получается кривым.
Принцип работы направляющей шины аналогичен упорному кондуктору, но есть существенные различия, которые делают этот механизм более предпочтительным для работы. Параллельный упор выполняет только направленные движения, в отличие от шины, которая позволяет выбирать угол для обработки деревянных изделий.
 Добиться возможности выбирать угол движения фрезы получается при помощи установки струбцины или присосок. Изготовить такой вариант самостоятельно легко, используя уголки подходящего размера или профиль. Например, в качестве основы отлично подойдёт старый карниз для штор. В этом деле главное - создать условия для свободного движения каретки в направляющую сторону и устойчиво зафиксировать её путём использования двух штанг, а не одной. Иногда ширина заготовок превышает параметры штанги параллельного упора и поэтому использование направляющей шины это лучший вариант.
Добиться возможности выбирать угол движения фрезы получается при помощи установки струбцины или присосок. Изготовить такой вариант самостоятельно легко, используя уголки подходящего размера или профиль. Например, в качестве основы отлично подойдёт старый карниз для штор. В этом деле главное - создать условия для свободного движения каретки в направляющую сторону и устойчиво зафиксировать её путём использования двух штанг, а не одной. Иногда ширина заготовок превышает параметры штанги параллельного упора и поэтому использование направляющей шины это лучший вариант.
Если необходимы работы, требующие фрезеровки пазов по ломаной линии или обрезку кромки с кривой траекторией, то направляющая шина с этим легко справиться. Для такой работы необходимо остановить фрезер на точке излома, ослабить крепление направляющей и повернуть шину в сторону на заданный угол. Фреза в процессе изменения угла остаётся на своём месте, представляя собой ось поворота. Затем фреза вновь фиксируется уже в новом заданном положении, и продолжаются фрезеровочные работы.
Есть и наиболее продвинутые модели, которые могут изменять направление по вертикали. Такой способ обработки деревянных деталей значительно расширяет функциональность.
Назначение циркуля, установленного на фрезеровочном станке, известно многим специалистам в этой сфере. С его помощью легко вырезаются окружности из деревянных заготовок. Принцип его действия аналогичен простому циркулю, но есть некоторые особенности.
Направляющая штанга - это один из основных элементов, который выполняет роль ноги циркуля и имеет пазы или специальные пластины с калибровкой отверстий, позволяющих перенастроить и задать нужный диаметр. Направляющая фрезера находится на другом конце шпильки. Вся конструкция движется вокруг зафиксированной шпильки, которая стоит в центре.
 Заводские модели отличаются только устройством перенастройки диаметра. Для этого используют шарнир с двумя штангами для увеличения устойчивости поделки, опорные платформы, пластины или калибрование отверстий.
Заводские модели отличаются только устройством перенастройки диаметра. Для этого используют шарнир с двумя штангами для увеличения устойчивости поделки, опорные платформы, пластины или калибрование отверстий.
Собрать самодельное оборудование получится, если использовать любой прочный и ровный материал. Многие мастера для этого применяют текстолит. При сборке нужно помнить о системе надёжной фиксации, которая помогает делать работу наиболее качественно. Вырезать окружность тяжело и исправить ошибки в результате просто невозможно. Именно поэтому вибрация конструкции должна быть минимизирована для предотвращения смещения аппаратуры в процессе выреза окружности. Для крепления фрезы на устройстве должны быть предусмотрены специальные отверстия и пропилены пазы перемещения каретки с устройством фиксации.
Циркуль на фрезе для вырезания окружностей является самой простой моделью, функциональность которой легко расширить, если использовать опору с перекрёстной системой пазов. Этот вариант позволяет вырезать овалы, путём постоянного движения пазов, которые формируют ровную фигуру. Этот инструмент вырезает овалы рядом с насадкой и вокруг неё и всё благодаря широкому выбору траектории движения фрезы.
 Этот элемент фрезерного станка относится к системам нового поколения, которые значительно упрощают работу и расширяют функциональность оборудования. Копировальная втулка нужна в случаях, когда необходимо на заготовке вырезать сложный рисунок или выполнить одинаковый вырез на нескольких изделиях. В некоторых случаях требуется вырезать дверные петли или аналогичные детали в деревянной заготовке. Для удобства выполнения такой работы, заранее необходимо узнать, как сделать шаблон для фрезера и только потом приступать к его производству. Одним из самых распространённых шаблонов является шипорезка.
Этот элемент фрезерного станка относится к системам нового поколения, которые значительно упрощают работу и расширяют функциональность оборудования. Копировальная втулка нужна в случаях, когда необходимо на заготовке вырезать сложный рисунок или выполнить одинаковый вырез на нескольких изделиях. В некоторых случаях требуется вырезать дверные петли или аналогичные детали в деревянной заготовке. Для удобства выполнения такой работы, заранее необходимо узнать, как сделать шаблон для фрезера и только потом приступать к его производству. Одним из самых распространённых шаблонов является шипорезка.
Для точного движения фрезы по заданному шаблону используют копировальные кольца. Принцип действия в том, чтобы втулка создавала опору шаблону, а фрезер во время работы в точности копировал её. При выборе диаметра копировальной втулки важно помнить, что он должен быть больше рабочего диаметра фрезы. Именно поэтому мастера при изготовлении шаблонов следят за разницей между их радиусами, а не диаметрами. Связанно это с тем, что фрезер во время движения внутри шаблона будет вырезать рисунок меньшего размера, а работая за его пределами, фигуры будут больше.
Узнав как пользоваться копировальной втулкой для фрезера, мастера получают хорошего помощника в обработке различных деревянных деталей.
Изготовление шаблонов
Многие мастера пользуются шаблонами, особенно если речь идёт о создании серии деревянных деталей. Редко бывает, когда шаблон применяется для выреза одной детали, но и такие случаи встречаются, например, при реставрации.
В большинстве случаев такое приспособление используется в производстве:

При изготовлении шаблона важно изначально подобрать качественный и прочный материал. Даже учитывая минимальное соприкосновение станочного фрезера и края шаблона, он через время стирается, и рисунки теряют первоначальную точность. Таких проблем легко избежать, если изначально применять прочные материалы:
- металл;
- текстолит;
- многослойную фанеру;
- некоторые виды пластмассы.
Естественно, подготовить шаблон из металла будет сложно, но он прослужит долгие годы, не деформируясь и сохраняя первоначальные размеры и штрихи рисунка. С таким устройством лучше не экспериментировать и изготавливать шаблон конкретно под необходимую деталь деревянного изделия. Качественных универсальных приспособлений не бывает.
Насадки для работы по дереву
 Обработка деревянных заготовок даёт широкий простор для использования фрезера. Профессиональные столяры и плотники используют автоматические станки, которые точно и быстро выполняют заданные функции, но и ручные установки хороши в своём деле. Некоторые при помощи шипорезных деталей или насадок позволяют творить настоящие чудеса. В некоторых случаях получается даже сделать резьбу на деталях, необходимых для сбора мебели.
Обработка деревянных заготовок даёт широкий простор для использования фрезера. Профессиональные столяры и плотники используют автоматические станки, которые точно и быстро выполняют заданные функции, но и ручные установки хороши в своём деле. Некоторые при помощи шипорезных деталей или насадок позволяют творить настоящие чудеса. В некоторых случаях получается даже сделать резьбу на деталях, необходимых для сбора мебели.
Каждая насадка разработана под конкретный тип дерева и способна легко придать торцевой части любую форму. С их помощью изготовляются плинтуса, филенки, карнизы, балясины и многое другое. Опытный мастер одной насадкой способен выполнять различные рисунки на поверхности заготовки, используя разный угол. Кроме того, специалисты часто делают такие приспособы для ручного фрезера своими руками.
Специальные комплекты
В сфере обработки древесины часто встречаются комплекты, предназначенные для специальных работ. Они включают, например, изготовление врезки для петель. Такой набор представляет собой изготовленный настраиваемый шаблон, который сразу оснащается крепёжными элементами для фрезеровки.
 Большинство таких частей мастера изготовляют сами. Достаточно установить на штангах второй упорный кондуктор и тогда на торце дверного полотна будет надёжно крепиться фрезер, которым легко получится вырезать отверстия под петли или дверной замок. Это способ полезный, но неудобный, поэтому подходит больше для разового применения.
Большинство таких частей мастера изготовляют сами. Достаточно установить на штангах второй упорный кондуктор и тогда на торце дверного полотна будет надёжно крепиться фрезер, которым легко получится вырезать отверстия под петли или дверной замок. Это способ полезный, но неудобный, поэтому подходит больше для разового применения.
Фрезерные работы - это отличный способ получить дополнительный заработок с помощью обработки деревянных заготовок или просто скоротать свободное время. Эти работы требуют минимальных вложений, а большинство приспособлений, получается, сделать своими руками.





